中化新网讯 近日,杭州林达化工技术工程有限公司(以下简称林达公司)自主设计完成的高效控温绕管型甲醇合成反应器通过了中国石油和化学工业联合会组织的科技成果鉴定。由中国氮肥工业协会理事长顾宗勤担任主任委员的鉴定委员会一致认为,该成果创新了甲醇合成反应器结构,技术指标先进,操作稳定可靠,达到国际先进水平,并建议加快大型化工程应用,拓展应用领域。
我国是世界最大的甲醇生产国,已建有多套百万吨级的大甲醇装置,但大多为国外引进。甲醇合成反应的难题在于合成气合成甲醇是强放热反应,而通常所用的高活性铜基催化剂所需温度比氨合成反应所需温度低得多,这一问题一直没有较好的解决方法。为此,林达公司优化设计了高效控温绕管型甲醇合成反应器。
该成果主要取得了三方面创新:一是反应器内件采用小管径螺旋管,相邻两层以最佳缠绕角反向缠绕,强化反应移热效果,对换热管间距进行优化设计,避免催化剂超温失活。二是催化剂装填在管间,气体流通截面大,轴径向温差小,合成循环比低,进出反应器压降小,动力消耗低。三是内件螺旋绕管为自由伸缩的弹性结构,温差应力小;反应气与水汽错流换热,传热系数大,反应器单位体积催化剂装填量大,节约投资,有利于实现单台反应器大型化。
据悉,该成果已应用于浙江石油化工有限公司40万吨/年甲醇项目。现场72小时考核结果表明,甲醇合成塔的一氧化碳单程转化率为87.0%,合成塔压降为70至74千帕,径向温差小于5℃,轴向温差小于20℃,循环比为2.6至2.8。
“据测算,浙石化甲醇项目仅合成塔投资费用就比同等能力的管壳塔节省约500万元。另外,合成塔压降比管壳式反应器要减少90千帕,初步估算该项每年可节约用电量160万千瓦时,年运行成本可节省128万元。”林达公司技术负责人冯再南介绍道。
据介绍,林达公司绕管型反应器自2013年首套投运以来,已应用在甲醇合成、硫回收、等温变换、甲烷化、乙醇合成等领域。截至目前,该技术成果已获授权发明专利2件、实用新型专利4件。
近日,中国施工企业管理协会“2025年工程建设行业科技工作会议”在成都召开,赛鼎公司“无烟块煤加压移动床气化技术(JM-S炉)”研发成果获得2024年度工程建设科学技术进步三等奖。


4月9日,从中国石油大港油田公司获悉,近日,国内首套高配版“电泵罐头”在赵东平台C23-53井下井成功并顺利投产,标志着我国在智能完井采油技术升级配套方面取得又一项新的突破。据介绍,该井中下入“电泵....

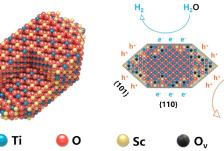
150年前,科幻大师儒勒·凡尔纳曾预言:水将成为未来的终极燃料。如今,科学家们正努力将这个幻想变为现实。 中国科学院金属研究所所长、研究团队负责人刘岗表示,中国科研团队近期在“光催化分解水制氢”领....
中化新网讯4月8日,2025中国粉末涂料配方设计培训班在江南名城——常州开班。在开班仪式上,中国化工学会涂料涂装专业委员会主任委员狄志刚致辞指出,2025年是“十四五”规划任务目标的收官之年,是.....


