今年以来,中国石油辽阳石化公司油化部加工渣油154.55万吨、生产丙烯10.22万吨、重整碳八15.24万吨、汽油91.76万吨……已实现利润18.20亿元。这些年,油化部始终坚持在保质稳产上寻求创效突破点,走出了一条“谋发展、寻创新、勇突破”的新路子。
攻坚克难敢打“硬仗”
最初,油化部是因俄罗斯原油加工优化增效改造项目组建。该项目主要建设渣油加氢、催化裂化、重整等10套装置,生产汽油、液化气、低硫船燃、丙烯等产品。项目于2016年正式动工,历时583天打通全流程一次开车成功,运行数据达到行业先进水平。
2023年大年初三,油化部员工收到召集令。“油化部全体员工,催化装置因外部因素紧急停车,多套装置改循环,安全生产面临严峻挑战……”24小时内231名员工提前结束春节假期,从省内外迅速返岗,以战时状态扛起抢修复产重担。
这是辽阳石化历史上规模最大的装置大检修,油化部全体干部员工枕戈待旦,全力保障装置停、检、开。240万吨/年渣油加氢反应器换剂是检修的重点项目,停车过程中出现床层温度高、催化剂结焦的问题,党员突击队将保障参检人员安全和完成检修任务作为重中之重,自行购买防爆对讲机搭建“检修安全专线”,鏖战18天,敲断27把风镐、打弯打坏220根钎子,最终拿下检修第一仗。
技术创新“屡建奇功”
一线就是前线,现场就是战场。油化部干部员工坚持核心技术只能靠自己,把创新作为高质量发展的第一动力。
炼化企业素有“压缩机一响,黄金万两;压缩机一停,效益为零”的说法。一开始,催化烟机耗能巨大。为降低烟机能耗,油化部组织技术人员攻克烟机冬季发电、在线除垢技术难关,最终将“用电老虎”变成节能降耗的“功勋机组”,累计增效6220万元,催化裂化长周期安稳运行达1295天。
在装置大检修中,油化部历时26天完成MIP改造项目,改造后在装置满负荷运行状态下,汽油烯烃含量由37%降至23.5%,消除了公司清洁汽油生产瓶颈,丙烯产率大幅提高至6.77%,推动了企业转型升级、结构调整及“油转化”进程。催化裂化装置实现“脱胎换骨”,成为炼油线安稳长满优的“定海神针”。
“我们要敢于创新,用最短的时间达到最优的效果。”油化部生产组三级工程师孟祥雷说,催化汽油加氢装置传统的开工流程繁琐、隐患较多,在时间紧、要求高的开工阶段,诸多问题逐一显现。为削减风险,加快产出步伐,装置各专业骨干展开严谨的推演,打破“固化思维”,创新完成“三反应器串联一次硫化”,最终达成CEMS在硫化全程未超标、节约开工时间72小时的最好成绩。油化部员工与石油化工研究院等单位技术人员全程两班倒作业,连续验证3个月,突破传统技术,一举攻克千吨级超重力液体酸烷基化工业侧线试验难题,为拓宽烷基化原料范围、产品质量升级提供了有力支持,实现自有技术“超车领跑”。
突破废酸再生装置连运瓶颈
“主任,废酸再生装置长周期运行又创新纪录啦!”
“是啊,技术创新在生产一线就是要琢磨出维护装置运行最优解,啃下‘硬骨头’。”
废酸再生装置开工初期,运行周期短、多次停工检修及废酸储存能力所限需要外委处置大量废酸等问题频出。为实现废酸再生装置长周期运行,油化部成立优化小组,针对装置长周期运行存在的瓶颈逐项分析,并一一解决。油化部通过废热锅炉出口管线、干吸循环槽回流线U型弯液封等5项改造及各类技改技措,解决了废热锅炉至冷却塔管线堵塞、酸性气溢出等问题。
油化部人员严格控制干燥和吸收塔酸浓度,定期开展对尾吸塔纤维除雾器进行冲洗等工作,已成为操作员工的“绝活”,从本质上提高了装置运行水平。2020至2021年,废酸再生装置更是创造连续运行340天的最好成绩,成为中国石油自有废酸再生技术生产装置的最好运行水平。
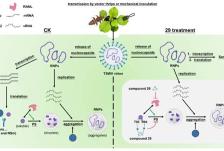
12月23日,贵州大学绿色农药全国重点实验室博士生王艳菊在Aggregate(影响因子IF=13.9)期刊发表了题为“AVanillin‐DerivedInhibitorofAggrega...

中海油能源发展股份有限公司消息,12月20日,全球首台套兆瓦级电解海水制氢装置在该公司实现连续稳定运行,标志着中国海油直接电解海水制氢技术取得重要突破。据介绍,该装置额定产氢量为200标准立方米每小....

12月24日,记者从天津大学了解到,采用天津大学一碳化工团队开发的氢氧化钙羰基化合成甲酸钙成套技术,在山东建成的5万吨/年钢厂尾气高值化利用制甲酸钙装置开车投产。
近日,我国首个海上膜脱碳示范工程项目——惠州32-5平台伴生气回收脱碳及二氧化碳封存项目全面建成投用,项目每年可回收伴生气超1800万立方米、封存二氧化碳6000吨。

寒冬时节,湖南石化炼油一部装置区,一派井然有序的繁忙生产运行景象。“目前装置已进入长周期运行后期,安全平稳生产是头等大事。”12月23日一早接班后,湖南石化炼油一部加氢脱硫片区运行一班班长、高级技...


